负责人:彭学院
所在学院:能动学院
一、项目简介
油田伴生气是天然气资源的一种,由于油田伴生气的量一般较小,可利用的压能较低,在过去往往被误认为是没有价值的天然气,常采用直接燃烧的方法处理,这样造成极大浪费,同时也是温室气体排放的“贡献者”。近年来,清洁生产、节能降耗日益受到重视,伴生气回收利用已成为迫切的生产需求。油田伴生气回收为我国的油田节能事业开创了一个新思路,这既是一项前景广阔的新兴事业,也为实现我国总体节能目标创造了条件。
针对这一生产需求,凭借在压缩机领域的技术优势,该团队研发出一种新型专利产品—全封闭喷油涡旋压缩机组,专门用于低压小流量伴生气的增压。涡旋压缩机是目前可靠性最高的一种压缩机机型,广泛应用于制冷、空调及热泵系统中,其设计寿命一般超过10年,而且几乎免维护。美国 Emerson 公司已成功应用于油田伴生气、气井天然气、煤层气、LNG 储罐闪蒸气回收,仅 2003~2006 在北美用于油田伴生气回收的机组就有400多套,机组成本回收周期不超过2年。西安交大压缩机研究所针对油田伴生气及煤层气集气增压中的技术瓶颈,吸收国外先进技术,开发出具有自主知识产权的全封闭喷油涡旋压缩机组,专门用于要求可靠性高、免维护的油田伴生气、煤层气集气增压。
WX 系列天然气压缩机组主机采用全封闭结构涡旋压缩机,通过合理的油路设计,解决了压缩腔内部冷却和机械部件润滑的问题。考虑到油井现场的实际条件,全封闭喷油压缩机组已经实现了停开机、排液、排污、进排气超压、油气温度等全部自动控制,并且通过加入远程传输,进行实时监控,做到无人值守,免日常维护的目标。

图1 机组流程图
二、产品性能优势
1.技术优点
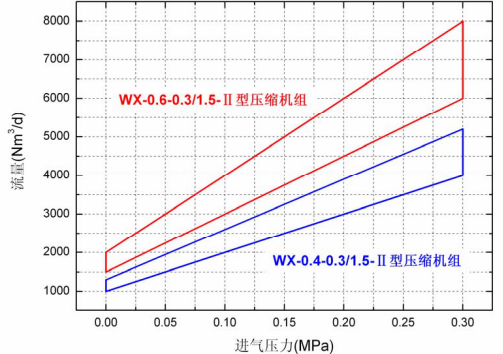
1)针对油田伴生气典型气量范围1120-3400m3/d,涡旋压缩机具有独特优势,采用全封闭喷油涡旋压缩机单机或多机并联机组,能够在很宽流量范围内高效可靠工作。
2)涡旋压缩机结构简单,体积小,基本无易损件,可保证机组具有较高可靠性,且易于撬装,以适应油井分散且长期无人职守的需要。
3)通过回收利用伴生气,可大幅提高油井产油量,尤其对于开采后期的油井,效果显著。
4)该技术与装备可推广应用于煤层气回收、油罐气回收、常规气田增产等领域,具有显著的节能效果和减排意义。
2.设备优点
1)可靠性高、寿命长
易损件少,异常工况的保护完善,可靠性远高于活塞式压缩机;涡旋压缩机设计寿命普遍超过10 年。
2)安全性高
全封闭的压缩机结构,不存在轴封泄漏,按照防爆要求设计;全流程完善的压力、温度、天然气浓度监控系统,杜绝隐患。
3)全自动化
采用西门子 PLC 机组自动化程度高,完全做到无人值守;用户只需执行开机操作,控制系统会自动完成其余工作;根据不同用户的实际需要,调整控制程序。
4)实时远程监控
数据中心随时能够收到各处机组运行中相关实时参数;远程记录和分析运行状态,远程启停机。
5)模块化设计
撬装外观,便于设备在不同场地转移;可根据实际需要,选择多机组串并联组合使用。
6)主要技术参数
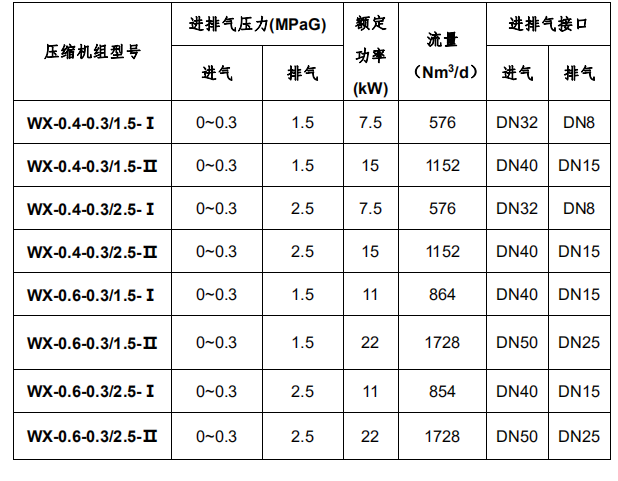
吸气压力范围:-0.02~0.4MPaG,可提高到1.0MPaG。
排气压力范围:0.5~2.0MPaG,根据需要,排气压力可达3.0MpaG。
单台机组流量:进气压力为大气压力时,流量600~2000Nm3/d;进气压力为0.4MPa时,流量3000~10000Nm3/d。
工作环境:温度-30~50℃、湿度0~100%的环境下工作,不需要提供冷却水。
防爆等级:ExdIICT4
三、市场前景及应用
1. 油田伴生气回收
油田开采中的凝析气、套管气,通过简单油气水三相分离,除去液态水、油及固体杂质后,可直接进入涡旋压缩机机组增压,然后送入气体管网做进一步处理,也可注入油气混输管网送到处理站集中处理。
青西油田作业区窿103井日产油10.4吨,含水65%,原油由于乳化严重无法改入集输系统进行密闭混输,因此该并前期采取原油进罐,伴生气放空燃烧。该井日产伴生天然气1400m³-1600m³,井口有立式油气分离器,分离器之后带储藏罐,目前的伴生气从储气罐出来后被点火烧掉,造成极大的浪费。
项目实施后预计可回收油气伴生气156.2万Nm³/年,折合标煤为2077吨;设备运行消耗电能为40.93万kWh/年,折合吨标煤为140吨;由此可得出,每年可减少能源折合吨标煤约1937吨。目前设备运行正常,回收达到了预期效果。
2. 气井气回收
机组集气增压后,可送入附近管网,或者将多台机组回收的气体送入集中处理站,并根据流量大小,采用下列措施之一:
1)燃气发电;
2)供作业区采暖;
3)进行轻烃回收后用CNG 压缩,再送到CNG 加气站;
4)进行轻烃回收后液化成LNG,再作为商品销售。
3. 煤层气/页岩气回收
煤层气回收利用中需要用压缩机将气体收集增压到2MPa 以下,高可靠性、高安全性的涡旋压缩机是最合适的一种机型。
4. BOG压缩
BOG(闪蒸气)压缩机是LNG系统基本设备,用涡旋压缩机组压缩BOG气体在北美已有成功应用。
四、技术成熟度
□概念验证 □原理样机 £工程样机 R中试 £产业化
在多项国家自然科学基金以及国家“863”高技术研究项目等研究课题的资助下,已在能源高效利用领域开展了大量的基础研究工作和技术开发工作。
1)通过完成国家自然科学基金项目及 国家“863”高技术研究项目,研制了油田用两相混输泵,性能稳定;
2)与国内最大的压缩机制造企业沈鼓集团合作,完成了“863”高技术研究项目“加氢站用高压无油氢压缩机的研究与开发”,研制出压力高达40MPa的氢气压缩机,该压缩机也能用于包含天然气等在内的其它介质的压缩与输送。
五、□合作方式 □联合研发 □技术入股 □转让 授权(许可) √面议
(1)独占(设备+技术转让),设备费用50万左右、技术转让费在250万-500万;
(2)设备+技术服务,费用在50万左右。

